
When To Choose Aluminum Alloy Welding Wire Over Others
Article Directory
- 1 What is Aluminum Alloy Welding Wire?
- 2 When Does Aluminum Become the Material of Choice?
- 3 How Do Different Aluminum Alloys Compare?
- 4 Matching Filler Metals to Base Materials
- 5 Why Consider Aluminum Over Steel or Stainless Options?
- 6 Addressing Technical Challenges in Aluminum Welding
- 7 Which Industries Rely Heavily on Aluminum Welding?
- 8 Understanding Welding Process Compatibility
- 9 How Should Welding Wire Be Stored and Handled?
- 10 Avoiding Common Errors in Aluminum Welding
- 11 Emerging Developments in Aluminum Welding Technology
- 12 Practical Recommendations for Wire Selection
When fabricating structures that demand both strength and light weight, professionals often find themselves evaluating various filler materials, and working with reputable aluminum alloy welding wire suppliers becomes essential for securing quality materials that meet specific project requirements. The decision to use aluminum-based filler metals instead of steel, stainless steel, or other welding consumables depends on multiple factors including the base material being joined, environmental conditions, structural demands, and long-term performance expectations. Understanding these variables helps welders, engineers, and fabricators make informed choices that result in durable, reliable joints across diverse applications.
What is Aluminum Alloy Welding Wire?
Aluminum alloy welding wire is the filler rod or continuous wire that melts to provide additional metal when joining aluminum parts. During welding it fuses completely with the base material, forming a solid, permanent bond as the molten pool cools and hardens.
Basic Composition and Structure
The wire is fundamentally aluminum with deliberate additions of other elements that tailor its strength, flow behavior, corrosion performance, and crack resistance. Manufacturers produce it in many different diameters to suit precision work on thin sheets as well as heavy-duty construction projects.
Common alloying elements include:
- Silicon – greatly improves how easily the weld metal flows and significantly lowers the risk of solidification cracking
- Magnesium – increases the strength of the weld metal and provides effective corrosion resistance in demanding service environments.
- Manganese – contributes additional strength while keeping the deposit reasonably ductile
- Copper – increases hardness and tensile properties, though it may reduce corrosion resistance under certain conditions
- Zinc – added selectively to achieve targeted strength levels in specific alloy families
How It Works
The welding heat source—usually an electric arc—melts the tip of the wire at the same time as the edges of the aluminum components. The liquid filler flows into the joint, blends with the molten base metal, and solidifies upon cooling to create a strong, continuous metallurgical connection.
Wire delivery happens in two main ways:
- Continuous automatic feeding through the welding torch in Aluminum MIG Wire
- Hand feeding by the welder in short lengths during Aluminum TIG Wire
Common Types and Classifications
Aluminum filler wires are designated by standardized alloy numbers that indicate their chemical makeup and recommended applications:
Popular types include:
- 4043 – a silicon-containing alloy is commonly used for general welding, repair work, and automotive applications.
- 5356 – magnesium-alloyed wire, widely used for marine structures, architectural applications, and anywhere higher weld strength is important
- 5183 – a higher-magnesium grade, typically considered for applications where higher joint strength is needed.
- 4047 – high-silicon filler, especially suitable for welding thin materials or as a brazing alloy
Key Characteristics
Aluminum welding wire stands apart from fillers used for other metals because of these important features:
- Extremely low weight – roughly one-third as heavy as steel wire of equivalent diameter
- Relatively soft and flexible – needs special drive rolls, guide liners, and contact tips to feed reliably without kinking or flattening
- Quick oxide formation – instantly develops a hard aluminum oxide film in air that must be thoroughly cleaned off before welding
- Outstanding thermal conductivity – heat moves rapidly away from the weld area, often requiring more heat input or modified welding speed
- Fully non-magnetic – beneficial in equipment or environments where magnetic fields could cause issues
Physical Form
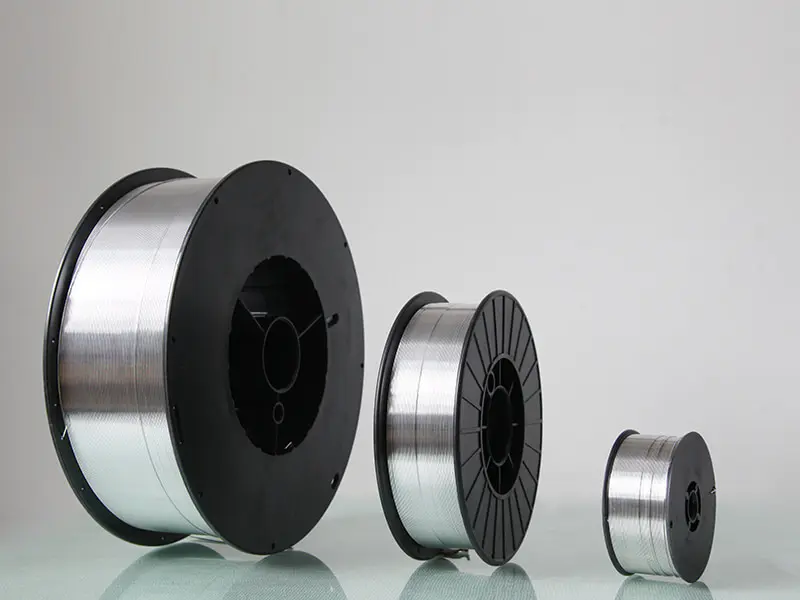
The wire is supplied in forms that match the intended welding method:
- Spools in various sizes and weights – a standard packaging format for MIG welding and continuous wire feed applications.
- Large coils – typically used in automated or high-production welding setups
- Straight cut lengths (rods) – standard for manual TIG welding
The surface is generally clean and uncoated, but some wires carry a very light, manufacturer-applied lubricant or protective layer to enhance feeding and slow surface oxidation while in storage.
Purpose and Function
Aluminum alloy welding wire fulfills several vital functions in the welding process:
- Fills joint gaps and compensates for poor fit-up between parts
- Adds extra metal to build up and strengthen the weld zone
- Guarantees metallurgical compatibility between the filler and the base alloy
- Enables precise control of the weld's mechanical properties through careful alloy selection
- Directly affects the corrosion resistance of the completed welded joint
Storage Requirements
Aluminum wire is very prone to surface oxidation and moisture absorption, making proper storage essential:
- Always leave the wire in its original sealed container until use
- Store in a dry area with controlled, low humidity
- Keep completely away from oils, grease, dust, and other contaminants
Store welding wire in areas with stable temperatures, avoiding locations with significant temperature variations. Proper storage helps maintain wire integrity, supporting consistent welding results with a lower likelihood of porosity, inclusions, or other imperfections.
Applications
Aluminum alloy welding wire serves as a key filler material in virtually every industry that involves permanently joining aluminum parts and structures. Common application areas for this aluminum welding wire include sectors such as aerospace component manufacturing, automotive production, marine and shipbuilding, railway fabrication, architectural metalwork, and general metal fabrication facilities. Fundamentally, this welding wire serves as a key consumable that enables the creation of sound joints in aluminum. It allows fabricators to preserve the inherent benefits of the base material, including its low weight, natural corrosion resistance, and effective conductivity.
When Does Aluminum Become the Material of Choice?
Lightweight Construction Requirements
When the central design objective is to keep weight as low as possible, aluminum often proves to be the ideal material for welded assemblies. Compared to steel, its dramatically lower density offers substantial gains in fuel economy, greater payload capacity, and lower overall transportation or operational expenses.
Applications that regularly benefit from aluminum's lightweight properties include:
- Primary structural elements in aircraft and aerospace vehicles
- Chassis frames, body structures, and panels in passenger cars, trucks, and commercial vehicles
- Portable cranes, hoists, and other mobile lifting devices
- Recreational vehicles, campers, trailers, and lightweight motorhomes
- Support frames and assemblies for mobile industrial machinery
Environments Demanding Corrosion Protection
Aluminum spontaneously develops a durable, self-repairing oxide coating that provides outstanding protection against corrosion in the presence of water, salt spray, chemicals, or prolonged atmospheric exposure. This natural defense mechanism makes aluminum welded structures highly reliable in aggressive or outdoor environments.
Typical applications that leverage aluminum's corrosion resistance include:
- Hulls, superstructures, and decking of ships, boats, and marine craft
- Offshore platforms and related marine support installations
- Storage tanks and process vessels for chemicals, water, or industrial liquids
- Weather-exposed architectural features such as cladding, window frames, and roofing
- Processing equipment, piping, and containers used in food, dairy, and beverage industries
Projects Requiring Electrical or Thermal Conductivity
The effective electrical and thermal conductivity of aluminum makes it suitable for welded components where reliable current transfer or heat dissipation is important.
Common applications in this category include:
- Heavy-duty bus bars and electrical conductor joints
- Components in power distribution systems and switchgear
- Fabricated heat exchangers, radiators, and condensers
- Cooling passages, channels, and thermal control assemblies
- Protective enclosures and housings for electronics and electrical systems
How Do Different Aluminum Alloys Compare?
| Alloy Type | Primary Alloying Element | Typical Applications | Strength Characteristics | Corrosion Resistance |
|---|---|---|---|---|
| 4043 | Silicon | General fabrication, automotive | Moderate | Good |
| 5356 | Magnesium | Marine, structural | High | Very good |
| 5183 | Magnesium | Heavy fabrication | Higher | Very good |
| 4047 | Silicon | Brazing, thin materials | Lower | Good |
| 5554 | Magnesium | Marine, high strength needs | High | Exceptional |
The right welding wire choice hinges on a complete understanding of the job requirements. The base metal alloy type provides the main reference, but the anticipated service conditions, necessary joint strength, planned post-weld heat treatment, and any additional performance needs all help shape the final decision.
Matching Filler Metals to Base Materials
Long-term joint reliability depends on strong metallurgical compatibility between the filler wire and the base metal. An unsuitable combination can contribute to issues such as hot cracking, reduced strength, or premature failure of the joint in service.
Base Metal Analysis
The selection process always starts with precise identification of the base metal alloy, usually indicated by its series designation.
In welding applications, the aluminum alloy series commonly applied are:
- 1xxx series – commercially pure aluminum
- 3xxx series – aluminum strengthened by manganese
- 5xxx series – aluminum strengthened by magnesium
- 6xxx series – aluminum strengthened by magnesium and silicon
Each series has well-established filler metal recommendations that ensure good metallurgical compatibility. The commonly used 6061 alloy is typically welded with either 4043 or 5356 filler wire, with the choice depending on whether strength or crack resistance takes priority.
Strength Considerations
For welded joints requiring considerable tensile and yield strength, magnesium-containing filler wires such as 5356 or 5183 are often preferred over silicon-based alternatives. These fillers produce noticeably stronger weld deposits, although the final weld appearance may vary slightly after anodizing or other finishing treatments.
Crack Sensitivity
A number of aluminum alloys exhibit increased risk of hot cracking during weld solidification. Silicon-alloyed filler wires (such as 4043 or 4047) help control this risk by enhancing weld pool fluidity and extending the solidification temperature range. For base metals known to be prone to cracking, selecting the correct filler composition is a vital step toward producing clean, defect-free welds.
Why Consider Aluminum Over Steel or Stainless Options?
Designers, engineers, and fabricators often select aluminum instead of steel or stainless steel for welded applications due to several relevant considerations.
Weight-Critical Applications
Aluminum is roughly one-third the density of steel, meaning a component of the same size and structural capability weighs far less. This weight advantage directly boosts payload limits in transportation, improves fuel efficiency in vehicles and aircraft, and simplifies handling, lifting, and installation during manufacturing and field assembly. In any project where meaningful savings or performance gains come from lower weight, aluminum welding wire is the clear choice for joining the parts.
Maintenance and Longevity
Structures properly fabricated with welded aluminum typically need much less ongoing care than comparable steel constructions, especially in corrosive settings. Aluminum does not rust, so there is no requirement for repeated painting, coating touch-ups, or corrosion-removal treatments throughout the life of the assembly. While the starting material cost may be higher, the dramatic reduction in maintenance and longer effective service life frequently make aluminum the lower-cost option over the full lifespan.
Aesthetic and Architectural Value
Aluminum naturally presents a bright, attractive metallic surface that can be further refined through anodizing, brushing, or other finishes to achieve a wide range of modern looks. Its clean appearance, resistance to surface dulling, and ability to hold an appealing finish over time make it a favorite material for architects and designers working on visible elements such as building exteriors, ornamental features, exposed framing, and decorative panels.
Addressing Technical Challenges in Aluminum Welding
Aluminum welding involves managing several distinctive material properties to produce consistently high-quality, defect-free joints.
Oxide Layer Management
Aluminum quickly develops a hard, thin oxide film on contact with air, and this oxide layer melts at a temperature far above the aluminum base metal. If not removed, it blocks proper fusion. Thorough cleaning immediately prior to welding is therefore essential.
Reliable cleaning techniques include:
- Scrubbing with stainless steel wire brushes kept exclusively for aluminum work
- Wiping down with suitable solvents to eliminate any grease, oil, or surface residues
- Chemical etching for precision or high-reliability applications
- Abrasive mechanical preparation when needed
Heat Control Requirements
Because aluminum conducts heat extremely well, thermal energy dissipates rapidly from the weld zone. This requires welders to use noticeably higher heat input than with steel to obtain adequate penetration and fusion, while at the same time preventing burn-through, warping, or overheating of thinner sections. Achieving the correct balance calls for experienced technique and carefully dialed welding parameters.
Porosity Prevention
Almost all porosity in aluminum welds stems from hydrogen being absorbed into the molten pool, which forms gas bubbles that weaken the joint and mar its appearance. Moisture on the material, surface oils, contaminated filler wire, or humid shielding gas are the usual culprits. To minimize porosity, welders must strictly observe these practices:
- Store filler wire in sealed, dry containers until just before use
- Clean base metal surfaces thoroughly and completely
- Supply high-purity, moisture-free shielding gas
- Avoid welding in damp or humid conditions whenever possible
- Keep torches, liners, contact tips, and the surrounding workspace spotlessly clean
Which Industries Rely Heavily on Aluminum Welding?
Aerospace and Aviation Manufacturing
Aerospace depends on aluminum's exceptional strength-to-weight ratio to enhance performance and reduce operating costs. Welded aluminum is extensively used for fuselage skins, wing structures, engine supports, and internal framing. The industry enforces rigorous quality controls, material certification, and procedure qualification, making exact filler wire choice and welding technique critical.
Marine and Shipbuilding
Aluminum's outstanding resistance to saltwater corrosion makes it a staple material for welded boat and ship construction. From small recreational craft to high-speed ferries, workboats, and larger commercial vessels, aluminum delivers long-term durability with very low maintenance. Marine engineering specifications typically require the use of magnesium-containing filler metals to provide both strength and effective corrosion performance in demanding marine conditions.
Automotive Production
Contemporary vehicle designs increasingly feature aluminum to cut weight and improve fuel economy while maintaining crashworthiness. Welded aluminum components include engine cradles, suspension subframes, body panels, and structural reinforcements. High-volume assembly lines require filler wire that feeds reliably and consistently to support quality and production efficiency.
Railway and Transit Systems
Aluminum is widely used in the fabrication of passenger railcars, subway vehicles, light rail cars, and certain freight equipment, where it provides significant weight reduction and strong resistance to corrosion over decades of service. These applications demand high-strength, fatigue-resistant welds that withstand continuous vibration, cyclic loading, and exposure to changing weather conditions.
Architectural and Construction
Welded aluminum appears throughout modern construction in building facades, curtain walls, window and door frames, canopies, structural supports, and decorative elements. Its appealing finish, proven long-term durability, and minimal maintenance needs make it highly attractive for projects ranging from small residential features to major commercial, institutional, and public structures.
Understanding Welding Process Compatibility
Several welding processes are well-suited to aluminum filler metals, and each brings particular strengths that make it preferable for certain jobs, thicknesses, or quality requirements.
Gas Metal Arc Welding
Often referred to as MIG welding, this method continuously feeds the filler wire through the torch while shielding gas surrounds the weld pool to exclude air. Its main advantages are:
- Very high deposition rates that make it efficient for larger or thicker work
- Ability to handle a wide range of material thicknesses effectively
- Reasonably straightforward to learn and operate with good training
- Solid control over heat input to help manage distortion
Aluminum wire is considerably softer than steel, so special feeding equipment is necessary. This includes U-groove or V-groove drive rolls with smooth surfaces, appropriate guide liners, and frequently a push-pull torch arrangement or a spool gun attached directly to the torch to stop the wire from kinking, tangling, or being crushed as it advances.
Gas Tungsten Arc Welding
Commonly called TIG welding, this process uses a non-consumable tungsten electrode to establish the arc while the welder hand-feeds the filler rod into the pool. Its strongest points are:
- Extremely precise heat control, which is especially valuable for thin or delicate aluminum
- Exceptionally clean, smooth, and visually attractive weld beads
- Almost no spatter and very little post-weld cleanup needed
- Excellent choice for demanding, high-quality, or code-critical applications
Aluminum TIG Wire is often slower than MIG but offers potential for detailed weld control when performed by an operator with the relevant skill, supporting applications where such precision is valued.
How Should Welding Wire Be Stored and Handled?
Proper storage and careful handling are essential to maintain aluminum welding wire in good condition and avoid contamination that can cause weld imperfections.
Storage Environment
Aluminum wire must be protected from:
- Moisture and high relative humidity
- Extreme heat or cold
- Any physical damage to the spool or outer packaging
- Contact with dirt, oils, grease, or other foreign substances
Keep the wire sealed in its original manufacturer packaging until it is required for use. Shops in humid locations often rely on air-conditioned storage rooms, sealed cabinets, or containers with built-in desiccants to keep moisture away from the wire.
Handling Practices
When preparing to use the wire:
- Carefully examine the packaging for any tears, dents, or damage before breaking the seal
- Visually check the wire surface for signs of oxidation, discoloration, or contamination
- Load the spool correctly into the wire feeder, making sure it rotates freely
- Always wear clean gloves and never allow bare skin to contact the wire surface
- Immediately discard any wire that shows visible flaws or defects
Preparation Steps
Before striking an arc:
- Completely remove the oxide layer from the base metal in the weld area
- Clean the surrounding surfaces to eliminate any possible contaminants
- Confirm that the shielding gas is of high purity and set to the correct flow rate
- Ensure the wire diameter and alloy type are exactly right for the job
- Whenever possible, run practice welds on scrap material to confirm all settings
Avoiding Common Errors in Aluminum Welding
Incorrect Filler Selection
Using a filler alloy that is not compatible with the base metal frequently causes cracking, reduced joint strength, or lowered corrosion resistance. Always determine the base metal alloy type first. If no certification or marking is available, chemical analysis or other testing may be required to identify the material correctly.
Inadequate Cleaning
Rushing or skimping on surface preparation allows oxides, oils, or dirt to enter the weld pool, resulting in porosity or lack of fusion. Even when time is short, allocate sufficient time for thorough cleaning—the brief preparation effort prevents far longer rework and repair time later.
Parameter Mistakes
Applying welding parameters developed for steel to aluminum almost always produces unsatisfactory welds. Aluminum's high thermal conductivity and lower melting point demand significantly different heat input, travel speed, wire feed rate, and voltage settings. Create and qualify specific welding procedures for each material thickness, joint design, and position used.
Wire Contamination
Welding wire that has absorbed moisture or surface contaminants can introduce hydrogen and impurities into the weld pool, potentially resulting in porosity and reduced joint integrity. Once contaminated, such wire is not typically considered suitable for restoration; replacement is the recommended course of action to avoid producing defective welds.
Insufficient Shielding Gas Coverage
Aluminum oxidizes almost instantly when exposed to air, so inadequate shielding gas flow during welding causes oxide inclusions, porosity, and rough weld surfaces. Always verify proper gas coverage and flow before starting the arc, and maintain complete shielding throughout the entire welding operation.
Emerging Developments in Aluminum Welding Technology
Ongoing advancements in equipment, materials, and techniques continue to improve the performance, consistency, and efficiency of aluminum welding.
Alloy Innovations
Material researchers regularly introduce new aluminum alloys that provide enhanced combinations of strength, ductility, formability, and corrosion resistance. These alloys usually require corresponding filler metals, engineered to match their composition and support desired weld performance.
Automation Integration
Robotic welding systems are now widely adopted for aluminum fabrication, particularly in high-production environments. When properly equipped with reliable wire feeders and precise control systems, automated welding delivers highly repeatable, consistent quality.
Process Monitoring
Modern welding power sources and systems incorporate real-time sensors that continuously monitor critical variables such as arc voltage, current, wire feed speed, and gas flow. Continuous monitoring identifies process variations that may result in defects, contributing to consistent quality and aiding in the reduction of scrap.
Sustainable Practices
Growing emphasis on environmental responsibility is encouraging greater recycling of welding scrap, waste reduction, and more efficient energy consumption. The favourable recyclability of aluminum supports such sustainability goals. Concurrently, manufacturers are examining methods to reduce the environmental footprint associated with aluminum welding processes.
Practical Recommendations for Wire Selection
Selecting an appropriate aluminum welding wire involves a systematic review of the project's specific requirements to achieve suitable performance and reliability. Important considerations include:
- Base metal identification – accurately determine the alloy type using part markings, mill test reports, or chemical analysis when needed
- Service environment – assess potential exposure to corrosive substances, elevated or low temperatures, cyclic loading, and other service stresses
- Strength requirements – define the essential mechanical properties, such as tensile strength, yield strength, and ductility, needed for structural safety
- Joint design – examine accessibility for welding, fit-up quality, and any geometric restrictions that influence technique or filler choice
- Post-weld treatment – factor in any planned finishing operations like anodizing, painting, or heat treatment that may affect weld appearance or properties
- Production volume – weigh the cost of consumables against the need for high deposition rates and productivity in low- or high-volume work
- Welder skill level – select a wire and welding process that align realistically with the experience and training level of the welding team
- Quality standards – clarify the required inspection methods, acceptance criteria, and any applicable codes or specifications
Collaborating with experienced suppliers can make these decisions much easier. Suppliers such as Kunli provide specialized technical knowledge and practical advice on pairing the right welding consumables with specific jobs, enabling fabricators to achieve dependable results and sidestep frequent sources of difficulty.
Testing and Qualification
In applications where safety or reliability is paramount, always qualify the welding procedure on test pieces before committing to full production.
Qualification tests typically involve:
- Detailed visual examination to detect any surface imperfections
- Mechanical testing to confirm adequate strength and ductility
- Non-destructive testing, such as radiographic or ultrasonic inspection, when mandated
- Corrosion resistance evaluation if the intended environment requires it
Record all successful parameters and procedures precisely, then enforce strict adherence to them throughout the production run.
Training Considerations
Welding aluminum calls for distinctly different skills and approaches than welding steel, so dedicated training is a worthwhile investment. Effective training should address:
- Safe and correct handling and storage of aluminum filler wire
- Reliable methods for surface preparation and oxide removal
- Proper configuration, tuning, and maintenance of welding equipment
- Technique-specific practices for both MIG and TIG processes on aluminum
- Effective quality control measures and defect recognition
Welders who are well-trained generate far fewer defects, complete work more efficiently, and adjust more easily to different project demands and material conditions.
Selecting aluminum alloy welding wire in preference to other filler options ultimately depends on a thorough, project-specific evaluation. Aluminum offers relevant advantages in designs where low weight is important, in corrosive or demanding environments, and in applications that benefit from its effective thermal and electrical conductivity.. At the same time, its use involves unique technical demands that require suitable equipment, properly trained personnel, and meticulous attention to detail. A solid understanding of alloy types, filler-to-base compatibility, and process specifics allows fabricators to make confident, effective choices that yield strong, long-lasting joints. Whether producing aircraft structures, marine vessels, automotive components, or architectural features, thoughtful and systematic selection of the welding wire establishes the essential foundation for consistently high-quality work. By carefully weighing the base metal, expected service conditions, and required performance, fabricators can maximize aluminum's inherent advantages while effectively avoiding the common errors that undermine joint quality.
NEXT:Which Processes Suit ER5183 Wire: MIG, TIG or Automated?






